158-6289-8201 刘经理
158-6289-8201 刘经理

金属机械精密加工的工艺
金属加工指人类对由金属元素或以金属元素为主构成的具有金属特性的材料进行加工的生产活动。金属的加工方法与工艺包括:
浇铸:指金属被加热熔化,然后浇注到模型里,适合加工造型复杂的零件。
浇注分类
砂模铸造:成本低,批量小,可以加工复杂的造型,但可能会需要大量的后期处理工序。
熔模铸造/失蜡法铸造:这种加工方法具有很高的连续性和jing确度,也可以用于加工复杂造型。它是在相对低廉的加工成本前提下,能够实现非常完美的表面效果,适合大批量生产。
注铸法:用于加工高误差的复杂造型。由于工艺本身的特点,产品成型后不需要后处理,然而,只有在大批量生产的情况下才能显示出成本低的优点。 压铸法:加工成本高,只有在大批量生产的情况下成本才合理。但最终产品的成本相对较低而且误差比较高。可以用于生产壁厚较薄的零件。
旋铸法:是加工小型零件的理想方法,通常用于首饰制造。可以使用橡皮模型以降低加工的成本。
定向固化:可以生产具有优良抗疲劳性能的非常坚固的超耐热合金浇注到模型里,然后经过严格控制的加温及冷却工序,以消除任何细小的瑕疵 塑性成型加工部分 塑性成型加工:是指将成型金属高温加热以进行重新造型,属劳动密集型生产。

塑性成型加工
锻造:在冷加工或者高温作业的条件下用捶打和挤压的方式给金属造型,是最简单最古老的金属造型工艺之一。
扎制:高温金属坯段经过了若干连续的圆柱型辊子,辊子将金属扎入型模中以获得预设的造型。
拉制钢丝:利用一系列规格逐渐变小的拉丝模将金属条拉制成细丝状的工艺。
挤压:一种成本低廉的用于连续加工的,具有相同横截面形状的,实心或者空心金属造型的工艺,既可以高温作业又可以进行冷加工。冲击挤压:用于加工没有锥度要求的小型到中型规格的零件的工艺。生产快捷,可以加工各种壁厚的零件,加工的成本低。
粉末冶金:一种可以加工黑色金属元件也可以加工有色金属元件的工艺。包括将合金粉末混合以及将混合物,压入模具两项基本工序。金属颗粒经过高温加热烧结成型。这种工艺不需要机器加工,原材料利用率可以达到97%,不同的金属粉末可以用于填充模具的不同部分。
精密五金可以根据生产需要进行开料,之后一些小的配件可以进行锣切或CNC加工处理,而精密五金做集装箱肯定需要进行开料冲床,接着烧焊,接着打砂、喷油之后配件就制成了。要提醒的是小配件还需要在打磨后表面要电镀或喷油。精密五金加工件批量加工的情况比较多,所以,精密五金加工的制作方法、周期与普通产品加工的操作规范及工艺是不同的。
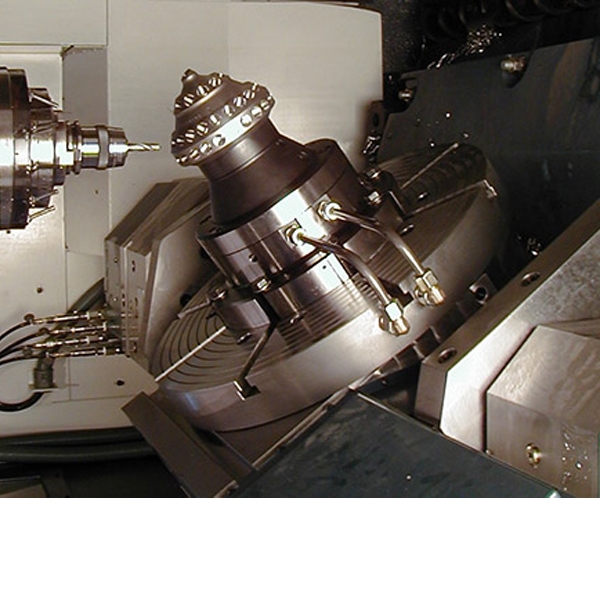
机械精密加工工艺:
1、加工工艺路线具有很大的不确定性,一种零部件或产品可以有多种工艺,生产过程所需机器设备和工装夹具种类繁多。
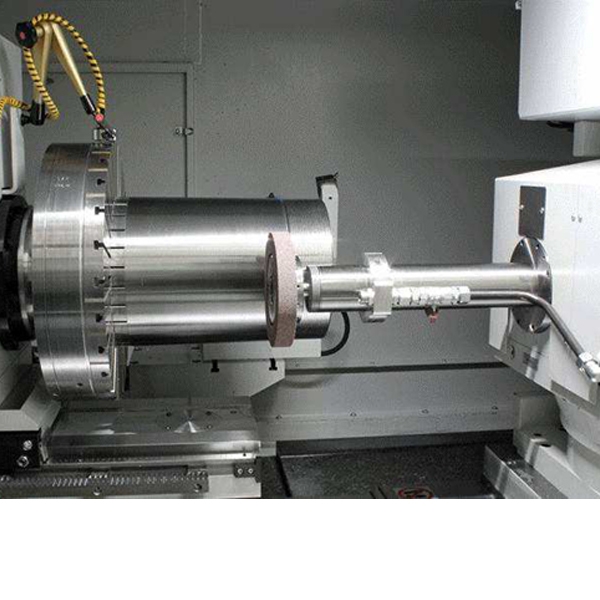
2、由于主要是零散加工,产品的质量和生产率很大程度依赖于工人的技术水平,而自动化程度主要在单元级,例如数控机床、柔性制造系统等。
3、产品零部件一般采用自制与委外加工相结合的方式。譬如电镀、喷砂、氧化、丝印镭雕等特殊工艺会委托外部厂商加工。
4、需要的零件多,车间现场往往需要填写大量领料单及会看到呈"一字型"的生产单,如有工艺管理,还需填写大量的工艺移转单。